
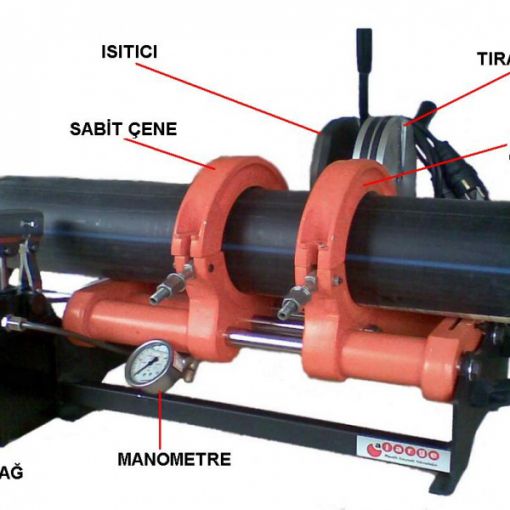
ALIN KAYNAK MAKİNESİ
Sıfır, İkinci El, Satılık Kiralık Alın Kaynak Makinaları (AL 40-800 mm)
0(532) 406 73 27
0(216) 383 00 86
Alın kaynak makineleri öncelikle gaz, su ve kanalizasyon boru hatlarının kullanımı için çeşitli ortamlarda kullanılmak üzere üretilmektedir. Tüm cihazlar belirli boyutlar için tasarlanmıştır.
Makinelerimiz farklı tasarımlarda Dn 1000 dış boru boyutuna kadar mevcuttur. Elektro-hidrolik kaynak makinelerinin çoğu talep üzerine CNC kontrol ünitesi ile temin edilebilir.
Şantiyedeki makinelerde CNC ünitelerinin kullanılması, tekrarlanabilir kaynak parametresi tespitine izin verir. Kontrollü kaynak işlemi uluslararası düzenlemelerin değerlerine dayanır ve dış boru çapı, duvar kalınlığı ve malzemeye göre programlanabilir.

MÜHENDİS VE USTALARIN AŞİNA OLDUĞU SEÇKİN MARKA ALIN KAYNAK MAKİNELERİNİ FİRMA BÜNYEMİZDE BULUNDURUYOR, HİZEMETE SUNUYORUZ.
MAKİNELERİMİZ HER KULLANIMDAN SONRA BAKIMA GİRER, SERVİSİ YAPILIR VE SİZLERE ÇALIŞIR VAZİYETTE TESLİM EDİLİR.

ALIN KAYNAK
Alın kaynak yapılacak parçaların ağız kısımları, düzgünce tıraşlanarak erime sıcaklığına kadar ısıtılır. Daha sonra da belirli bir basınçla birbirine alın alına yapıştırılır. Alın kaynak basıncı, sıcaklık ve zaman malzemenin kendi kimyasal ve fiziksel özelliklerini bozmayacak şekilde ayarlanır.
Alın kaynağı metodunda alın kaynak bölgeleri ısıtıcı üzerine belirli bir basınçla bastırılır, alın kaynak sıcaklığında hemen hemen sıfır basınçta beklenir ve basınç altında birleştirilir.
Kaliteli bir alın kaynağında bağlantı en az orijinal borunun sahip olduğu dayanıma sahiptir. Kaliteli bir alın kaynağı elde edebilmek için alın kaynak basıncı, sıcaklık ve zaman parametreleri titizlikle ayarlanmalıdır.
ALIN KAYNAK YÖNTEMİNDE DİKKAT EDİLECEK HUSUSLAR
ALIN KAYNAK YÖNTEMİNDE DİKKAT EDİLECEK HUSUSLAR
Büyük çaplı PE boruların kaynağı, boruların ve kaynakta yer alan kuvvetlerin, dayanıklı ve uzun ömürlü bir kaynak elde etmek için kontrol edilmesi gereken yüksek ağırlıkları nedeniyle özel bir dikkat gerektirir. Avrupa'da 1972'den bu yana, DN 1600 mm'ye ve son zamanlarda DN 2500 mm'ye kadar kompakt duvar PE boruları, alın kaynağının birleştirme sistemi ile bağlantı sağlanıyor.
Isıtma ve soğutma süreleri, alın kaynağının en kritik parametreleridir; bu nedenle belirtilen standart süreler kaynak makinelerinin ilgili çizelgelerinde bulundurulmalıdır. Sıcaklık değerleri yani ütüleme değerleri kaynak kalitesinde ciddi rol oynamaktadır. Sıcaklığı artırarak daha kaliteli bir kaynak birleştirme elde etmek mümkün değildir.
- İyi durumda ve eğitimli personel için kaynak ekipmanı.
- Kaynak yapılacak yüzeyler temiz olmalıdır.
- Kaynağı, çevre koşullarından (rüzgar, yağmur vb.) koruyun.
- Kaynak yapılacak boruların her iki ucu, yeterli erimiş malzemeyi elde etmek, yani yeterli ve ölçülü miktarda ısıtma sürelerini korumak.
- Tablodaki basınçları kullanılması, ısıtma ve soğutma sırasında saklanması.
- Gerekli soğutma sürelerinin korunması
EF1600 TURKEL ELEKTROFÜZYON

%100 YERLİ VE MİLLİ
20MM 315MM ARASI KAYNAK
YÜKSEK VOLTAJ KORUMA
4000 HAFIZA
BARKOD OKUYUCU
KREDİ KARTINA ÖZEL TAKSİT İMKANI
%100 YERLİ VE MİLLİ
20MM 315MM ARASI KAYNAK
YÜKSEK VOLTAJ KORUMA
4000 HAFIZA
BARKOD OKUYUCU
KREDİ KARTINA ÖZEL TAKSİT İMKANI